
Monitoring by Control Technique - Fabric Filters
Description
A fabric filter, sometimes referred to as a baghouse, utilizes fabric filtration to remove particles from the contaminated gas stream by depositing the particles on fabric material. The filter's ability to collect small micrometer and sub-micrometer particles is due to the accumulated dust cake and not the fabric itself. The filter is usually in the form of cylindrical fabric bags, hence the names "fabric filter" or "bag house", but it may be in the form of cartridges that are constructed of fabric, sintered metal or porous ceramic. In general, fabric filters are capable of collection efficiencies greater than 99 percent.
There are three types of fabric filters. Each type differs in the method used to clean the filter material. As dust builds up on the filter surface, the pressure drop across the filter increases. In order to avoid excessively high pressure drops, the filter material is cleaned periodically. The most common methods of cleaning are shaking, reverse air, and reverse pulse or pulse jet.
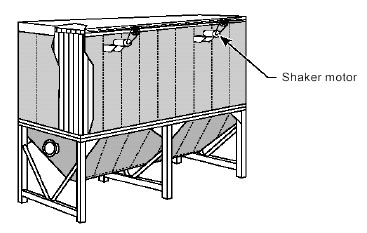
Shaker fabric filter collectors clean the bags by gently shaking them. The shaker collector has a tube sheet between the vertical casing and the hopper. The open bottoms of cylindrical bags are attached to holes in the tube sheet, and the closed tops of the bags are attached to the shaking mechanism in the top of the casing. The contaminated gas stream enters the hopper, flows through the holes in the tube sheet and into the inside of the vertical bags. Since the bags are closed at the top, the gas stream flows through the bags, leaving a dust cake on the inside. Periodically, the gas flow through the collector or compartment is stopped and the bags are shaken to clean them. The dislodged dust cake falls into the hopper and is removed from the collector.
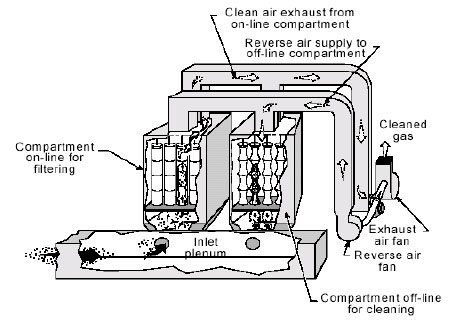
Reverse air fabric filter collectors are similar to shaker collectors. The reverse air collector has a tube sheet between the casing and the hopper. The bottoms of the bags are attached to holes in the tube sheet; however, the closed tops of the bags are attached to a support structure in the top of the casing that holds the bags under tension. The contaminated gas stream enters the hopper, flows into and through the bags, again leaving the dust cake on the inside. To clean the bags, the gas flow through the compartment is stopped and another gas flow is introduced that flows in the reverse direction. This gas flow is usually taken from the cleaned gas stream being discharged from the operating compartments. To keep the bags from fully collapsing during the reverse airflow, rigid rings are sewn into the bags at intervals along their length. The dust cake dislodged by the reverse airflow falls into the hopper and is removed from the collector.
Reverse pulse or pulse jet collectors clean the bags using short duration pulses of compressed air. The collector has a tube sheet that is located near the top of the vertical casing, and the bags hang from the holes in the tube sheet. A wire-mesh cage is located inside the bags to keep them from collapsing. The contaminated gas stream enters through the side or through the hopper of the collector and flows into the bags and up through the tube sheet, leaving the dust cake on the outside of the bags. Cleaning is accomplished by directing the compressed air pulse to one or a few rows of bags, while the other bags continue to provide filtration. The collector is usually not shut down or isolated from flow while cleaning. The dust cake dislodged by the compressed air pulse falls into the hopper and is removed from the collector.
Fabric filter performance can be effected by the conditions that the fabric is exposed to and the frequency of cleaning. Minimum operating temperature is especially important where acid gases are expected to be present in the gas stream. Lower temperatures mean acid gases have the potential to condense and corrode the fabric filter casing and other metal parts. Condensation can also cause bag blinding, which blocks air flow through the bag. Fabric filters are also susceptible to damage caused by high temperatures.
Specific information about fabric filters can be found from EPA Fact Sheets and the EPA Air Pollution Control Cost Manual, Section 6, Chapter 1 Baghouses and Filters (Sixth Edition).
For more information, see the box More About Fabric Filters.
Monitoring Information
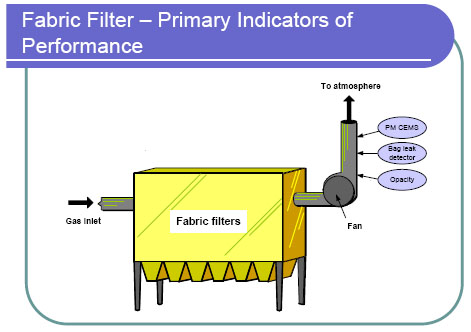
The best indicators of fabric filter performance is the particulate matter outlet concentration, which can be measured with a particulate matter continuous emissions monitoring system (CEMS) or a bag leak detection system used to monitor bag breakage and leakage. Opacity monitoring is also an indicator of fabric filter performance. Other indicators of performance include pressure differential, inlet temperature, temperature differential, exhaust gas flow rate, cleaning mechanism operation and fan current.
The Compliance Assurance Monitoring (CAM) Technical Guidance Document (TGD) is a source of information on monitoring approaches for different types of control devices. Specific information provided in the CAM TGD related to fabric filters include example CAM submittals based on case studies of actual facilities.
For more information, see the box Monitoring and the CAM Rule.
Costs
Costs of fabric filters are discussed in the EPA Air Pollution Control Cost Manual*, Section 6, Chapter 1 Baghouses and Filters (Sixth Edition) (pdf) (463.63 KB) . Costs of monitoring systems, both Continuous Emission Monitors and parametric monitoring systems, are addressed in the EPA Air Pollution Control Cost Manual*, Section 2, Chapter 4 - Monitors (Sixth Edition) (pdf) (125.16 KB) .
Specific tools have been developed to estimate fabric filter costs when used to control particulate matter from coal-fired power plants and coal-fired utility boilers.
As indicated above in the monitoring section, indicators of fabric filter performance include the particulate matter outlet concentration, which can be measured with a particulate matter CEMS. Costs associated with purchasing and installing a CEMS can be estimated using the EPA CEMS Cost Model Version 3.0
For more information about costs and the CEMS Cost Model, see the box More About Fabric Filters and Costs.
- Current Knowledge of Particulate Matter (PM) Continuous Emission Monitoring, EPA-454/R-00-039 (pdf) (3.7 MB)
- Evaluation of Particulate Matter Continuous Emission Monitoring Systems, Volume 1 Technical Report, EPA-454/R-00-040a (pdf) (4.4 MB)
- Fabric Filter Bag Leak Detection Guidance (pdf) (361.08 KB, September 1997)
- CAM TGD Appendix A: Fabric Filters
- CAM Rule (pdf) (48 pp, 408 KB) - Federal Register - October 22, 1997
- Cost Estimates for ESPs and Fabric Filters Installed on Coal-Fired Power Plants (Coal Utility Environmental Cost (CUECost) Model Version 1.0) (zip) (ZIP) Includes XLS and PDF files.
- CEMS Cost Model (XLS) (xls) March 7, 2007